Bauanleitung: Einfache Mittelwandgießform für Mittelwände
Für den Ausbau neuer Waben im Bienenvolk werden als grobe Orientierunghilfe für die Bienen Mittelwände in die Rähmchen eingelötet. Die oft diskutierte Verunreinigung und starke Anreichergung des verwendeten Wachs mit Medikamenten lässt viele Imker bei der Weiterverarbeitung ihres gewonnen Wachs umdenken. Im Handel sind bereits Mittelwände aus Bio-wachs erhältlich, aber auch die Eigenwachsverarbeitung kommt immer mehr in Mode. Trotzdem sind alle diese Möglichkeiten mit zusätzlichen Kosten verbunden, daher haben viele Imker den Wunsch ihre Mittelwände mit einer Mittelwandgießform selbst zu gießen. Auch hier bietet der Handel verschiedene Alternativen den Wachs in eine nutzbare Mittelwand weiter zu verarbeiten. Alle diese Methoden haben aber eines gemeinsam: sie sind sehr teuer. Für eine gute und einsetzbare Mittelwandgießanlage muss mit 200,00 – 500,00 EUR gerechnet werden.

Für Imker, welche Ihre Bienen als Hobby betreiben ist eine Investition in diesem Maße kaum wirtschaftlich realisierbar. Um trotzdem eigene Mittelwände herstellen zu können, muss der Imker erfinderisch sein, im Internet existieren einige Anleitung, wie mit geringem Kostenaufwand eine nutzbare Mittelwandgießform hergestellt werden kann. Benötigt wird eine Siebdruckplatte, Schrauben, Scharnier, Silikon-Kautschuk, eine Mittelwand als Formgeber, handwerkliches Geschick und etwas Zeit.
Benötigtes Werkzeug
Für den Bau der Mittelwandgießform werden einige Werkzeuge benötigt, welche Sie zumeist in Ihrem örtlichen Baumarkt oder bei verschiedenen Internethändlern erhalten. Einige Arbeitsschritte können Sie aber auch direkt in Ihrem Baumarkt durchführen lassen, sodass diese nicht von Ihnen durchgeführt werden müssen.




Benötigtes Material
Zur Herstellung des Gießabdrucks und der späteren Zusammenführung der beiden Negativformen benötigen Sie die nachfolgenden Materialien. Eventuell können Sie einzelne Werkstoffe durch günstigere oder besser verfügbare Materialien ersetzen. In der Regel erhalten Sie alle notwendigen Einzelteile in Ihrem örtlichen Baumarkt oder direkt bei einem Internethändler.



Einzelteile zuschneiden
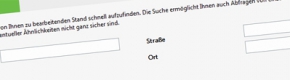
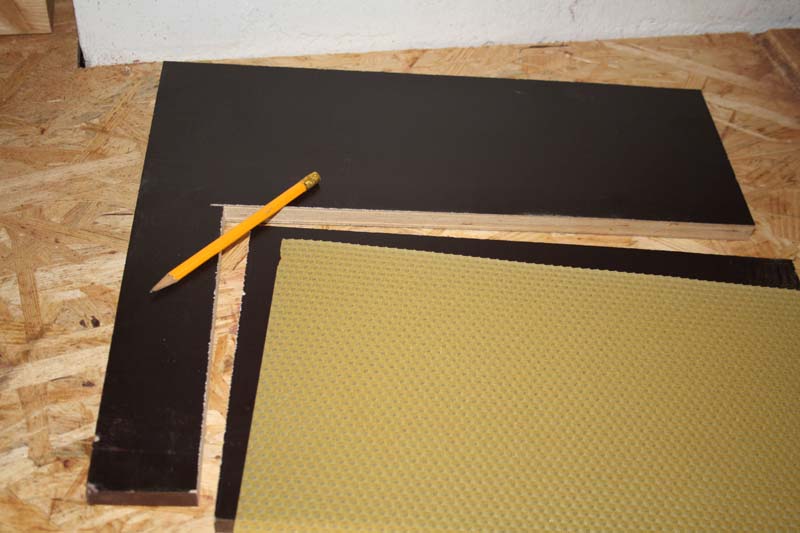
Als Grundplatte wird eine Siebdruckplatte, bzw. MDF (Mitteldichte Holzfaserplatte) Platte verwendet. Diese sind durch die mehrschichtige Verleihmung mehrerer dünnerer Platten sehr formstabil und belastbar. Im Baumarkt erhält man kleinere Abschnitte bereits für wenige Euro in der „Restekiste“ des Baumarkts. Für die zwei abgebildeten Platten wurden lediglich 2,00 EUR bezahlt, leider werden Reste nicht mehr durch den Baumarkt zugeschnitten, sodass dies später selbst erledigt werden musste. Wird eine Platte in Normgröße des Baumarkts gekauft, muss mit 10 – 20 EUR gerechnet werden. Die Siebdruckplatten sollten zwischen 12 – 21 mm sein, weil die verwendeten Siebdruckplatten aus der Restekisten sind, hat die eine Platte 12mm und die zweite 18 mm dicke.
Für den Zuschnitt wurde eine Stichsäge mit seitlichem Anschlagholz verwendet, ist eine Tischkreissäge zur Hand, wird das Ergebnis sicher etwas besser ausfallen. Für die Ermittlung des richtigen Maßes wurde eine Mittelwand genommen, so hat man später gleich die richten Maße. Vorteil ist, dass nach dem Gießen kein weiterer Zuschnitt der Mittelwände erfolgen muss.



Silikon-Kautschuk anrühren
Zum Abgießen wird Silikon-Kautschuk mit einer niedrigen Viskosität benutzt, dieser ist lebensmittelecht und wird unter anderem auch zum gießen von Kerzenformen genommen. Als Alternative gibt es auch lebensmittelechtes Silikon aus der Kartusche für den Küchenbereich. Vom Kostenfaktor unterscheiden sich beide aber nicht sonderlich voneinander. Benötigt wird mindestens eine 500g Dose von dem Silikon-Kautschuk.
Der Kautschuk besteht aus einer Zwei-Komponenten Verbindung, zum Aushärten wird sog. Vernetzer im Verhältnis 2/98 mit dem Kautschuk vermischt. Es ist darauf zu achten, dass beide Komponenten mindestens 2-3 Minuten miteinander verrührt werden, andernfalls würde kann es sein, dass der Silikon-Kautschuk nicht wie gewünscht innerhalb von wenigen Stunden vollständig aushärten kann, sondern punktuell sehflüssig bleibt.




Erster Arbeitsdurchgang
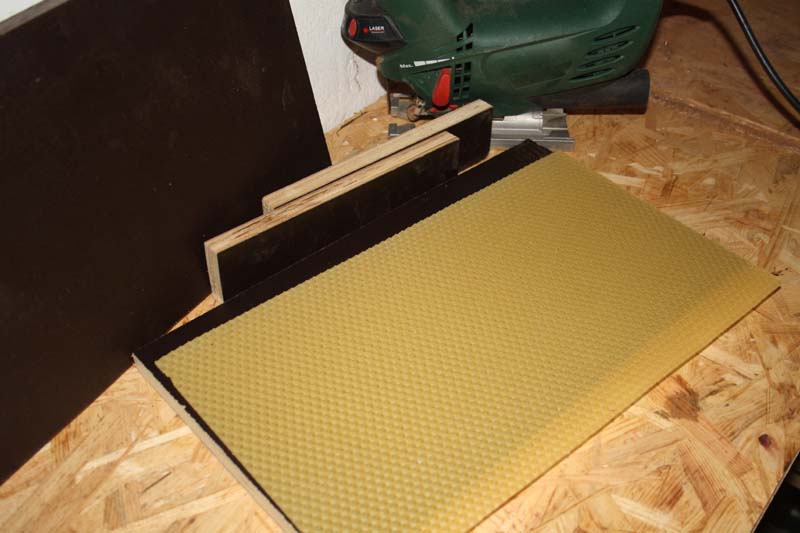
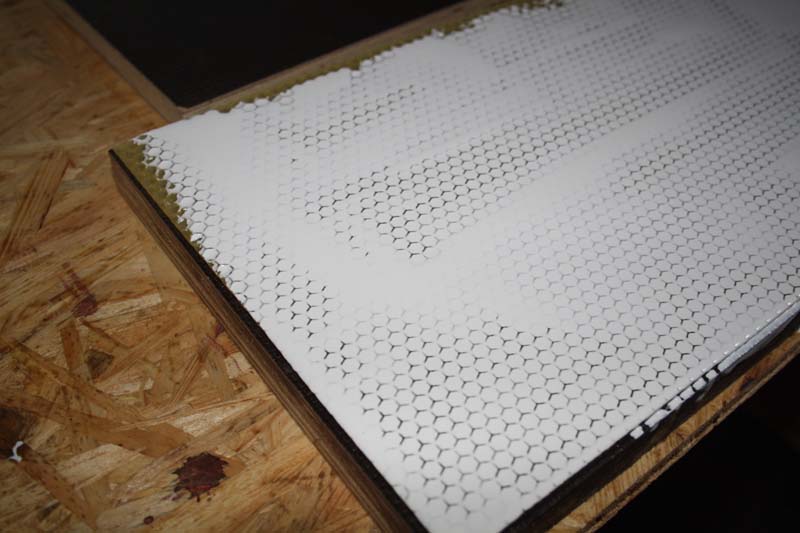
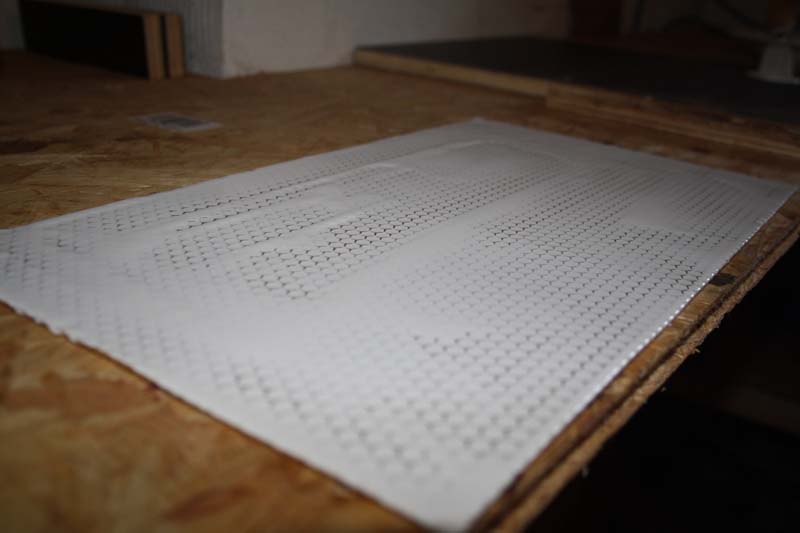
Im ersten Schritt wird eine Seite der Mittelwand vollständig mit der angerührten Masse eingestrichen. Es ist unbedingt darauf zu achten, dass alle Zellen vollständig mit Kautschuk eingestrichen werden. Dies geht am besten mit einem Spachtel, mit welchem das Silikon-Kautschuk in die Räume der Mittelwand leicht hineingedrückt werden können, sodass keine Luftblasen entstehen. Auch die Ränder sind mit dem Kautschuk zu bedecken, das leichte Überlaufen stellt kein Problem dar, denn die Überstände können nach dem Aushärten mit einem Cutter Messer abgeschnitten werden.
Neben der Mittelwand wird auch eine erste Schicht auf die Siebdruckplatten aufgetragen, durch den doppelten Auftrag wird zusätzlich Höhe gewonnen, damit die Silikon-Form bei der Mittelwandherstellung wesentlich nachgiebiger ist. Für die Verarbeitung eignet sich am besten die raue Seite der Siebdruckplatte, weil hier die Haftung zwischen Platte und Silikon-Kautschuk durch die unebene Oberfläche wesentlich geeigneter ist. Die aufgetragene Maße sollte nur 0,2 mm – 0,8 mm betragen, damit der Kautschuk durch seine eigene Oberflächenspannung nicht über die Ränder läuft, aber trotzdem über die gesamte Fläche eine einheitliche Oberfläche besitzt.
Sind beide Holzfaserplatten und die Mittelwand einseitig mit dem Silikon bestrichen, ist die Arbeit für’s erste erledigt. Jetzt müssen beide Komponenten anfangen zu reagieren und aushärten. Die Oberfläche setzt sich, wird gleichmäßig eben und glatt. Nach ca. 2-4 Stunden, je nach Art des verwendeten Silikon-Kautschuk und der Verarbeitungstemperatur.





Zweiter Arbeitsdurchgang
Ist der Kautschuk auf der einen Seite ausgehärtet, kann die zweite Seite ganzflächig bestrichen werden. Von den insgesamt benötigten 500g Masse werden ca. 200g im ersten und die restlichen 300g im zweiten Arbeitsschritt verarbeitet.
Zusätzlich werden auch beide Siebdruckplatten nochmalig mit dem Silikon-Kautschuk bestrichen, hierbei kann großzügig die rechtliche Masse verarbeitet werden. Es muss unbedingt die gesamte Fläche eingestrichen werden, damit ein akzeptables Haftergebnis zwischen Mittelwandform und Platten erzielt wird.





Formen und Mittelwandvorlage zusammenführen
Die frisch eingestrichen Teile werden jetzt zusammengefügt, dies muss unbedingt noch im flüssigen Zustand geschehen, andernfalls können sich die Teile nicht miteinander verbinden. Zur richtigen Ausrichtung und Arretierung während der Aushärtung wird das Sandwich aus Siebdruckplatte – Mittelwand – Siebdruckplatte mit Schraubzwischen zusammengedrückt. Zuerst wurden die die Platten mit Zangen fixiert und anschließend mit Schraubzwischen auf Pressdruck gebracht. Dies ist notwendig, weil die Platten sehr leicht durch das flüssige Silikon verrutschen können. Durch den hohen Anpressdruck dringt die Masse vollständig ein und verbindet sich mit allen Schichten. Die austretende Masse kann nach dem erstarren mit einem Cutter-Messer abgeschnitten werden.





Scharnier anbauen
Damit beim späteren Gießen der Deckel von Boden gelöst werden kann und die Dicke der einzelnen Mittelwände immer gleichbleibend ist, wird ein Scharnier an einer Seite eingeschraubt. Entsprechende Scharniere nicht in 50cm Abmessungen für wenige Euro zu erwerben. Das Einschrauben sollte erst nach dem Aushärten, aber vor dem ersten Trennen von Deckel und Boden erfolgen. Damit die Schrauben richtig greifen und die Siebdruckplatte nicht reißt, sollten die Löcher mit einem 1mm dünneren Bohrer vorgebohrt werden.




Montage der Seitenteile
Zudem werden an die Seiten zwei Begrenzungen angeschraubt, auch hier gilt wieder vorbohren, damit die Siebdruckplatte nicht ausreißt. Die seitlichen Begrenzungen sollte mit dem Deckel bündig abschließen, damit zusätzlich jeweils links und rechts ein Anschlag montiert werden kann. Durch den Anschlag dann der Deckel nicht tiefer als notwendig gedrückt und somit nicht alles Wachs herausgepresst werden. Außerdem muss beim Gießen nur vorne das austretende Wachs und nicht zusätzlich auch an den Seiten nach dem Pressen abgekratzt werden.


Mittelwand ausschmelzen
Ist alles montiert, kann die für die Formgebung eingearbeitete Mittelwand aus der Mittelwandgießform ausgeschmolzen werden. Dazu wird der Backofen auf 100° Celsius geheizt. Das Wachs wird ab einer Temperatur von 65° Celsius flüssig und fließt aus dem Negativ. Achten Sie beim Ausschmelzen darauf den Wachs aufzufangen, andernfalls verteilt sich der geschmolzene Wachs im gesamte Ofen und ist nur schwierig wieder zu entfernen.